
- English
- 简体中文
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel
- Română
- Slovenski
- मराठी

ল্যাব মূল্যবোধ বোঝা: রঙ পড়ার সঠিক উপায় — ইঞ্জিনিয়ারিং প্লাস্টিকের রঙের পার্থক্য নিয়ন্ত্রণের জন্য তিনটি মূল পরামিতি
"কালোরিমিটার রিপোর্টে 2.1 এর একটি ΔE গ্রহণযোগ্য কি না?"
"গ্রাহক বলেছেন ল্যাবের মানগুলি বন্ধ, কিন্তু রঙগুলি আমার কাছে প্রায় একই রকম দেখাচ্ছে।"
এই প্রশ্নগুলি আমাদের প্রযুক্তিগত দল প্রতিদিন শোনে। ইঞ্জিনিয়ারিং প্লাস্টিক শিল্পে, রঙের পার্থক্য আর খালি চোখে বিচার করা হয় না। স্বয়ংচালিত অভ্যন্তরীণ অংশ, 3C ইলেকট্রনিক হাউজিং, বা শিল্প কাঠামোগত উপাদান যাই হোক না কেন, গ্রাহকরা প্রায় সবসময়ই একটি রঙের পার্থক্য গ্রহণযোগ্যতা মানকে স্পষ্টভাবে উল্লেখ করে: ΔE ≤ 0.5, নির্দিষ্ট সহনশীলতার মধ্যে L, a, b মান সহ।
তাই L, a, এবং b ঠিক কি? এবং কেন তারা চাক্ষুষ পরিদর্শন চেয়ে আরো নির্ভরযোগ্য? আজ, আমরা ইঞ্জিনিয়ারিং প্লাস্টিক উত্পাদনের ভাষায় এই তিনটি পরামিতি ব্যাখ্যা করব।
I. রঙের "সমন্বয় ব্যবস্থা": ল্যাব কালার স্পেস
কল্পনা করুন যে একটি মানচিত্রে একটি অবস্থান চিহ্নিত করতে আপনার দ্রাঘিমাংশ, অক্ষাংশ এবং উচ্চতা প্রয়োজন। ল্যাব রঙের স্থান হল রঙের জন্য "ত্রিমাত্রিক সমন্বয় ব্যবস্থা"।
1976 সালে ইন্টারন্যাশনাল কমিশন অন ইলুমিনেশন (সিআইই) দ্বারা প্রতিষ্ঠিত, এটি রঙ পরিমাপের জন্য বিশ্বব্যাপী সোনার মান হিসাবে রয়ে গেছে। স্থানাঙ্কের একটি সেট (L, a, b) দ্বারা যেকোনো রঙ অনন্যভাবে এই ত্রিমাত্রিক স্থানটিতে অবস্থিত হতে পারে।
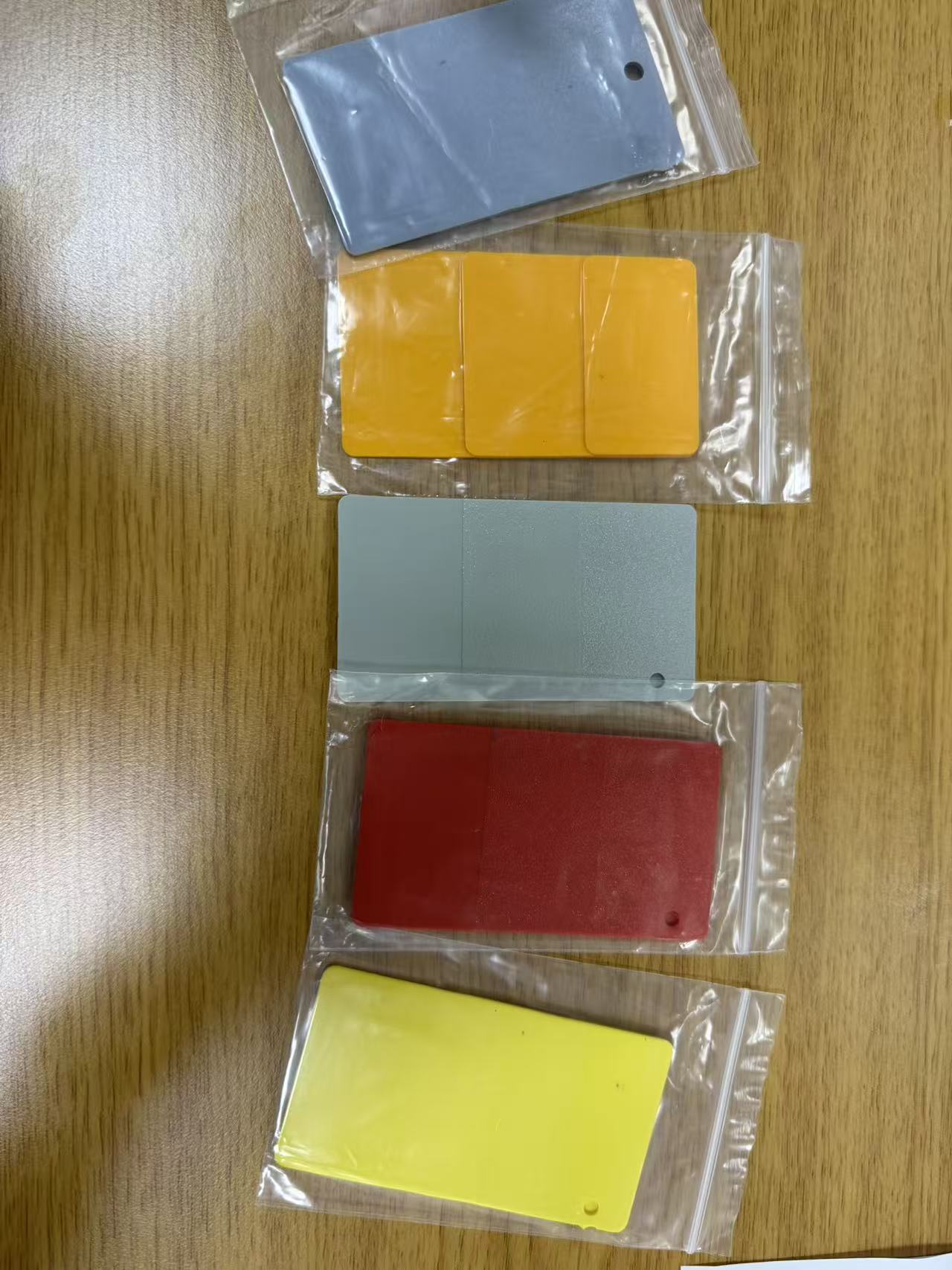
• L মান (হালকাতা): 0 থেকে 100 পর্যন্ত পরিসর। L=100 হল বিশুদ্ধ সাদা, L=0 হল বিশুদ্ধ কালো। ইঞ্জিনিয়ারিং প্লাস্টিকগুলিতে, একটি কালো অংশ ধূসর বা সাদা অংশ হলুদ হয়ে যাওয়া মূলত এল মান পরিবর্তন করে।
• একটি মান (লাল-সবুজ রঙ): ইতিবাচক মানগুলি লাল নির্দেশ করে, নেতিবাচক মানগুলি সবুজ নির্দেশ করে। যখন একটি শিখা-প্রতিরোধী ABS যেটি উজ্জ্বল লাল হওয়া উচিত একটি "নিস্তেজ ইট লাল" এ পরিণত হয়, সম্ভবত একটি মানটি সমস্যা।
• b মান (হলুদ-নীল রঙ): ইতিবাচক মান হলুদ নির্দেশ করে, ঋণাত্মক মান নীল নির্দেশ করে। b মান হল সবচেয়ে "সংবেদনশীল" পরামিতি - PBT, PC, এবং নাইলনের মতো উপাদানগুলি উচ্চ-তাপমাত্রা প্রক্রিয়াকরণের সময় হলুদ হয়ে যাওয়ার প্রবণ। যখন b মান ইতিবাচকভাবে স্থানান্তরিত হয়, তখন অংশটি দৃশ্যত "হলুদ হয়ে যায়।"
২. তিনটি সংখ্যা, তিনটি সাধারণ "রঙের পার্থক্য লক্ষণ"
প্রোডাকশন ফ্লোরে, আমরা ল্যাবের মান পরিবর্তনের মাধ্যমে দ্রুত মূল কারণ নির্ণয় করি:
1. এল মানের বড় বিচ্যুতি - উপাদানের অবস্থা এবং ছাঁচনির্মাণ প্রক্রিয়া পরীক্ষাকে অগ্রাধিকার দিন।
• উচ্চ এল মান (খুব সাদা/ফ্যাকাশে): সম্ভবত কম ছাঁচের তাপমাত্রা বা রঙের মাস্টারব্যাচে অপর্যাপ্ত টাইটানিয়াম ডাই অক্সাইড।
• কম এল মান (খুব অন্ধকার): সম্ভবত উপাদানের অবক্ষয় (অত্যধিক উচ্চ-তাপমাত্রার এক্সপোজার) বা খারাপ ছাঁচ বের করা।
2. একটি মানের বড় বিচ্যুতি - উপাদান গঠন পরীক্ষা করা অগ্রাধিকার.
• একটি মানের ইতিবাচক পরিবর্তন (লালচে): শিখা-প্রতিরোধী পদার্থের মধ্যে সাধারণ, যেখানে শিখা retardant উচ্চ তাপমাত্রায় পচে যায়, যার ফলে রঙের বিবর্ণতা ঘটে।
3. বি মানের বড় বিচ্যুতি - শুকানোর অবস্থা এবং ইনজেকশনের তাপমাত্রা পরীক্ষা করাকে অগ্রাধিকার দিন।
• বি মানের ইতিবাচক পরিবর্তন (হলুদ): সবচেয়ে সাধারণ কারণ হল অতিরিক্ত শুকিয়ে যাওয়া বা অতিরিক্ত গলে যাওয়া তাপমাত্রা। নাইলন উপাদানগুলি বিশেষভাবে সংবেদনশীল - 0.5 এর একটি বি-মান প্রবাহ খালি চোখে দৃশ্যত "হলুদ"।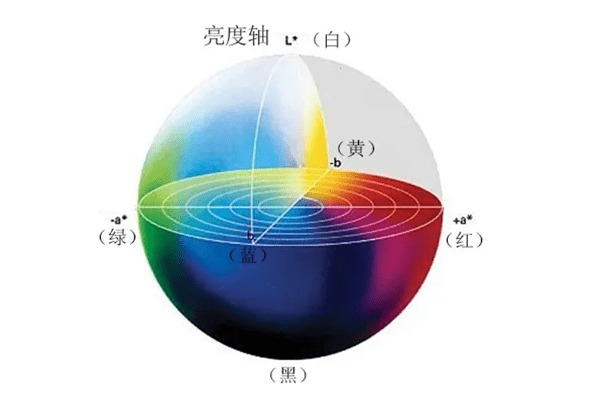
III. ΔE কি? কেন আমরা একা ΔE এর উপর নির্ভর করতে পারি না?
ΔE হল L, a, এবং b মাত্রার সম্মিলিত বিচ্যুতি, এইভাবে গণনা করা হয়:
ΔE = √[(ΔL)² + (Δa)² + (Δb)²]
এটি "সম্পূর্ণ রঙের পার্থক্য" সংক্ষিপ্ত করতে একটি একক সংখ্যা ব্যবহার করে, যাতে দ্রুত বিচার করা সহজ হয়। যাইহোক, সমস্যা হল: একই ΔE খুব ভিন্ন রঙের বিচ্যুতি উপস্থাপন করতে পারে।
যেমন:
• কেস A: ΔL=1.0, Δa=0, Δb=0 → ΔE=1.0 (সামান্য খুব সাদা)
• কেস B: ΔL=0.6, Δa=0.6, Δb=0.6 → ΔE≈1.04 (তিনটি দিকের বিচ্যুতি)
উভয়েরই প্রায় একই ΔE, কিন্তু কেস B আরও "জটিল" এবং খালি চোখে "কাদাময়" দেখাতে পারে। অতএব, পেশাদার রঙ পার্থক্য নিয়ন্ত্রণ ΔE এবং পৃথক সহনশীলতা উভয় বিবেচনা করা আবশ্যক। স্বয়ংচালিত অভ্যন্তরীণ অংশগুলির জন্য একটি সাধারণ মান হল: ΔE < 1.0, |ΔL| সহ < 0.5, |Δa| < 0.5, |Δb| < 0.5।
IV রঙের পার্থক্য কোথা থেকে আসে? চারটি সাধারণ উৎস
গ্রাহকদের সেবা দেওয়ার বছরের অভিজ্ঞতার ভিত্তিতে, রঙের পার্থক্যের প্রধান উত্সগুলি চারটি বিভাগে পড়ে:
1. উপাদানের ব্যাচের ভিন্নতা - ইঞ্জিনিয়ারিং প্লাস্টিকের বিভিন্ন ব্যাচের বেস রঙে সামান্য পার্থক্য থাকতে পারে। এমনকি একই গ্রেডের জন্য, POM-এর জন্য ব্যাচ-টু-ব্যাচ বি-মানের ওঠানামা 0.3-0.5 অস্বাভাবিক নয়।
2. শুকানোর প্রক্রিয়া নিয়ন্ত্রণের বাইরে - নাইলন, পিইটি এবং পিসির মতো উপাদানগুলি আর্দ্রতার প্রতি সংবেদনশীল। কম শুকানো বা অতিরিক্ত শুকানোর ফলে হলুদ হতে পারে। একটি ক্ষেত্রে, একজন অপারেটর শুকানোর তাপমাত্রা 80°C থেকে 100°C পর্যন্ত বাড়িয়েছে, যার ফলে b-মানটি 1.2 থেকে 2.8-তে লাফিয়ে একটি সম্পূর্ণ ব্যাচ স্ক্র্যাপ করেছে।
3. ইনজেকশন ছাঁচনির্মাণ প্রক্রিয়া ড্রিফ্ট - পিছনের চাপ, স্ক্রু গতি, ইনজেকশন গতি, ধরে রাখা চাপ, ছাঁচের তাপমাত্রা ইত্যাদির ছোট পরিবর্তনগুলি গলিত প্রবাহ এবং ক্রিস্টালাইজেশন আচরণকে পরিবর্তন করতে পারে, রঙের চেহারাকে প্রভাবিত করে। গ্লাস-ফাইবার রিইনফোর্সড উপকরণ বিশেষভাবে সংবেদনশীল।
4. পরিমাপের পরিবেশের পার্থক্য - বিভিন্ন রঙের মিটার, আলোর উত্স, পরিমাপের অ্যাপারচার বা এমনকি অপারেটর দ্বারা প্রয়োগ করা চাপ রিডিংকে প্রভাবিত করতে পারে। গ্রাহক এবং সরবরাহকারীদের অবশ্যই একটি ইউনিফাইড পরিমাপের মানদণ্ডে সম্মত হতে হবে (যেমন, D65 আলোকিত, 10° পর্যবেক্ষক কোণ)।
V. উপসংহার: রঙ পরিচালনা করা যেতে পারে
ইঞ্জিনিয়ারিং প্লাস্টিকগুলিতে, রঙ আর রহস্য নয়। তিনটি সংখ্যা L, a, এবং b বিষয়গত অনুভূতি "আমি মনে করি রঙটি ভুল" বস্তুনিষ্ঠ সত্যে পরিণত করে "L মান 0.6 দ্বারা সহনশীলতা অতিক্রম করে, b মান 0.8 দ্বারা।" রঙের পার্থক্যের চারটি উত্স বোঝা আমাদের সমস্যাগুলি হওয়ার আগে প্রতিরোধ করতে সহায়তা করে।
অনুসন্ধান পাঠান


X
আমরা আপনাকে একটি ভাল ব্রাউজিং অভিজ্ঞতা দিতে, সাইটের ট্র্যাফিক বিশ্লেষণ করতে এবং সামগ্রী ব্যক্তিগতকৃত করতে কুকিজ ব্যবহার করি। এই সাইটটি ব্যবহার করে, আপনি আমাদের কুকিজ ব্যবহারে সম্মত হন।
গোপনীয়তা নীতি